 中文
中文 英文
英文


无锡总公司
地址:无锡惠山区智慧路33号56栋
电话:0510-83762181
邮箱:sales@topnst.com
深圳分公司
地址:深圳市龙华区观澜街道桂月路310号知寓桂园电子商务大厦218室
法律声明
Copyright © 2020 - 江苏诺森特电子科技有限公司- All rights reserved.
备案号:苏ICP备14054729号
技术支持:千客云营销
 微信公众号
微信公众号
 无锡阿里店铺
无锡阿里店铺
 自动焊接设备生产厂家
自动焊接设备生产厂家
 精密焊接设备生产厂家
精密焊接设备生产厂家
 电焊机厂家店
电焊机厂家店
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。使铜线热熔在一起,铜线和端子也连接在一起。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零电阻”的连接。
设备操作流程:
1、 作业员将电机上所需焊接的端子位置对准至下电极焊接区域;
2、 脚踩下“脚踏开关”——上电极下压到位,上电极压紧产品——再次手按下“通电开关”——焊接——焊接完成上电极自动复位——切换焊接点位循环作业——推出产品回归产线——重复作业。(任意过程可以按急停开关复位)。
我司焊机可以保存20组参数,每一组参数对应保存了焊接电流、焊接时间。
在焊接不同规格的端子时,只需通过操作界面触摸屏选择对应的参数。
生产节拍:
焊接一个线鼻子,时间 8S——20S。
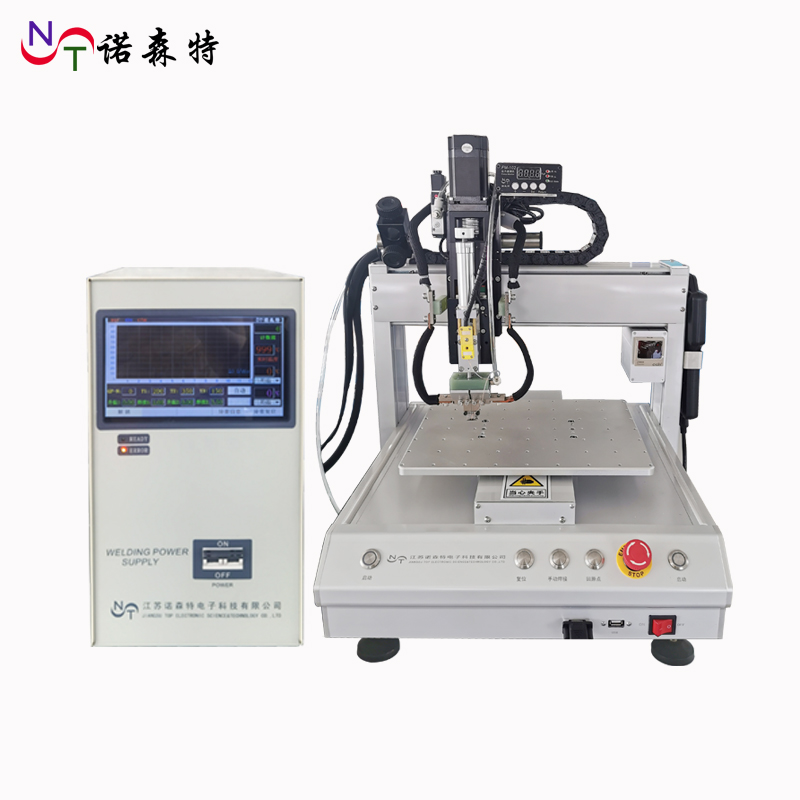
主要技术参数:
电压 :
380 V (±5%) 50-60Hz
z大功率 (占空因数) :
100KVA (20%)
工作压力 :
6bar/0,6MP
工作温度 :
+10°C~+40°C
焊接温度 :
600°C
耗气量 :
5 L/min
程序数:
20组
点焊头压力范围 :
气路/油路系统 z大4200 Kg
电极直径 :
8 -36mm (外部)
焊接时间 :
依焊接类型而定
焊接范围 :
连续焊接能力:整个截面5mm²-70mm²(铜管z大直径15.5mm)
尺寸 : (长x宽x高) mm
900x800x1869
![]()
样品分析:样品均是多股漆包线焊接铜鼻子,使用我司热熔接焊接,与铜鼻子接触面漆包线表面的漆均已气化,裸露出内部金属线。线与线之间紧密接触无空洞,形成良好的导电率通道。漆包线与铜鼻子焊接强度都能达到要求。
设备主要特点:
1.可编程z多20组焊接规范,不同的铜端子可以编程对应的规范并保存;
2.三段加热过程:预热、焊接、回火;
3.焊接段可以设定z大99次脉冲次数重复通电;
4.不同规范可以编程压力控制,并可记忆保存,可不再重复设置压力;需配合SMC电气比例阀使用。
5.焊接电流、时间可存储;
6.焊点计数功能。
技术参数:
1.输入电压:三相380V,50HZ/60HZ,电源波动+10%,-20%;
2.输出电压:单相PWM 输出 500V;
焊接电源控制器电流保存系统:
电流保存系统可以保存每一次的焊接电流(生成EXCEL表格),为生产日常管理提供强大的数据支持。电流可以自适应调整大小,达到热能和温度的平衡。
强大的监控系统保证焊接品质:
1、铜端子变形量(位移)监控
为了保证焊接的一致性,特别开发了一套控制系统。这套系统需要借助于“西门子PLC”,位移传感器。通过此系统,PLC能采集焊接时的压力、位移参数并即时保存,监控。
铜端子(铜管)变形量可以通过PLC设定并保存,并和电流设定的规范对应起来。在焊接时当铜端子(铜管)变形量达到所设定的值,焊接电源会停止放电,并保持1-3S,气缸抬起,得到更趋于一致的焊接。
变形量只需通过PLC来设定,不需通过气缸行程限制。
(1)、 当变形量不在设定值范围内,会报警;
(2)、 铜端子变形量不平衡度在0.1mm内。
(3)、 可选择扫码枪,通过扫码枪扫码定子编号,保存的数据可以和定子编号对应起来
2、压力设置系统和压力监控系统
控制器(焊接电源)自带压力设置系统,配合SMC电气比例阀,针对每一种规格端子,我们都可以设置对应的压力并且保存。这样就避免了更换不同规格铜端子时要重新设置压力。
(1)、配有SMC电气比例阀,每一组规范对应的压力值都可以通过控制器来数值设置压力,并且可以保存,避免的通过手动调节调压阀造成的压力不一致。不同规格铜端子对应不同的压力值可以自动切换,不需再设置。在整个焊接过程中,每一个时间断都可以设置不同的压力,得到更好的焊接效果。
(2)、配有压力传感器,可以实时显示压力值并且可以保存。压力有监控功能,当压力超出设定范围,会报警。
(3)、配有压力开关,当气压低于设定范围时,会报警。
(4)、配有精密稳压阀,保证气压的稳定。
以上供大家参考。如果您的电机引线焊接有更多的要求,可微信或留言进行详细沟通!
无锡总公司
地址:无锡惠山区智慧路33号56栋
电话:0510-83762181
邮箱:sales@topnst.com
深圳分公司
地址:深圳市龙华区观澜街道桂月路310号知寓桂园电子商务大厦218室
法律声明
Copyright © 2020 - 江苏诺森特电子科技有限公司- All rights reserved.
备案号:苏ICP备14054729号
技术支持:千客云营销
微信公众号
无锡阿里店铺
自动焊接设备生产厂家
精密焊接设备生产厂家
电焊机厂家店
蔡工
包工